Polytetrafluoroethylene—better known as PTFE or Teflon—is one of the most extraordinary fluoropolymers ever developed. From its non-stick behaviour to extremely low friction, from unmatched chemical resistance to incredible thermal stability, PTFE remains indispensable across aerospace, medical, semiconductor, fluid-handling, electrical, and high-performance engineering sectors.
But when engineers begin planning a PTFE injection molding project, the first and most crucial point must be addressed clearly:
PTFE cannot be processed using traditional injection molding.
This guide helps you understand why PTFE cannot be injection molded, what true PTFE injection molding methods exist, how PTFE molded components are really made, and how modern engineering solves PTFE’s moldability issues using PFA, FEP, modified PTFE, and melt-processable fluoropolymers.
Whether you are sourcing PTFE parts, selecting a qualified PTFE component manufacturer, or planning a brand-new engineering project, this guide provides everything you need.
Why PTFE Cannot Be Injection Molded Like Thermoplastics
Traditional injection molding relies on melting a thermoplastic polymer so it can be pushed through a machine, into an injection mold cavity, and cooled into shape.
However, PTFE behaves completely differently.
PTFE Has an Extremely High Melt Viscosity
PTFE does not flow when heated. Even near its melting point, PTFE’s viscosity is millions of times higher than typical plastics. Because of this:
- It cannot fill an injection mold cavity
- It cannot be pumped under injection pressure
- It cannot form thin, complex geometries through a runner system
- It cannot undergo traditional injection molding at all
This is why engineering literature often states:
PTFE cannot be injection molded
PTFE can only be shaped by compression molding and sintering
PTFE Is a Granular Polymer, Not a Melt-Processable Resin
PTFE starts as PTFE powder or granular PTFE, which cannot melt-flow like standard thermoplastic materials.
Thus:
- PTFE particles only fuse when sintered
- The degree of crystallinity must be controlled
- Shrinkage and void formation must be managed carefully
- Dimensional tolerances are achieved via post-machining
This is the reason the PTFE molding process is more similar to powder metallurgy than standard plastic injection molding.
True Manufacturing Methods for PTFE Components
Even though PTFE injection molding is not feasible, manufacturers can still produce precision PTFE injection molding components using several proven methods.
PTFE Compression Molding (Primary Method)
This is the foundational manufacturing method for PTFE parts.
How It Works
- Fine PTFE powder is filled into a mold cavity.
- Pressure is applied (3,000–5,000 psi).
- The compressed “preform” is removed.
- The part is sintered in an oven at high temperatures.
- After controlled cooling, the part becomes a solid PTFE injection molding component.
Why Compression Molding Works
- PTFE does not melt-flow, but it sinters
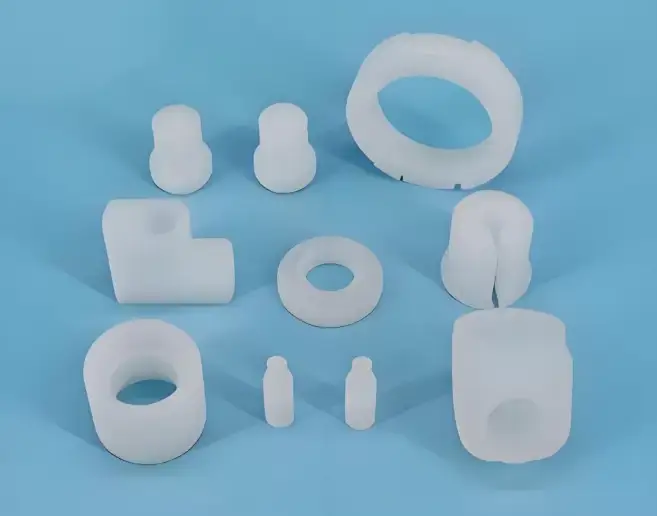
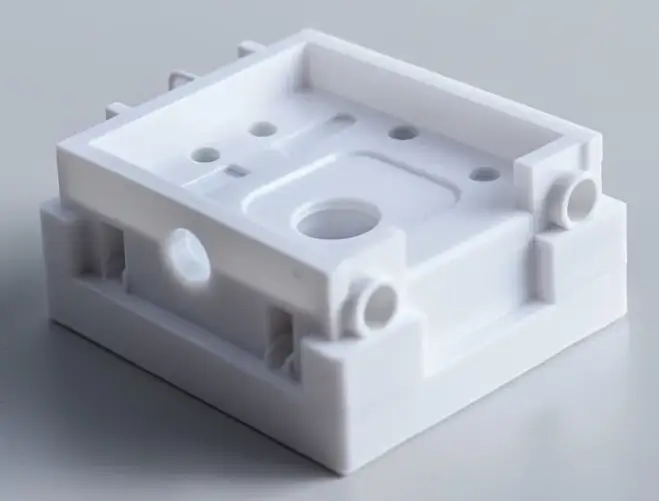
- Excellent for seals, gaskets, blocks, rings, valves
- Produces high-performance PTFE molded components
- Suitable for large and thick wall-thickness parts
This is the closest alternative to PTFE injection molding.

Isostatic Molding (for High-Purity PTFE Components)
The PTFE powder is compressed evenly from all directions using hydraulic pressure.
Results:
- Very uniform density
- High purity
- Suitable for semiconductor and chemical-processing industries
- Perfect for PTFE insulator components and anti-stick components
Ram Extrusion (for PTFE Rods, Tubes, Profiles)
Since PTFE cannot be melt-extruded, it undergoes ram extrusion:
- Cold granular PTFE is compressed
- The compressed slug is pushed through a heated die
- It is sintered into rods, tubes, or profiles
Used for:
- PTFE tubing
- Fluid-handling components
- Electrical insulation sleeves
- Wear components
PTFE Machining After Molding
Because shrinkage can be significant, precision-machined parts are common.
Machining operations include:
- Turning
- Milling
- Boring
- Drilling
- CNC cutting
Machining ensures:
- Tight tolerance
- High dimensional accuracy
- Smooth surface finishes
- Accurate fitting into valves, pumps, and gaskets
PTFE Alternative Materials That Can Be Injection Molded
Since PTFE cannot undergo standard injection molding, engineers often use melt-processable fluoropolymers:
PFA (Perfluoroalkoxy)
- A melt-processable fluoropolymer
- Provides PTFE-like chemical resistance
- Can undergo traditional injection molding
- Excellent for high-purity PFA components
- Used in semiconductor, high-purity, and ultra-clean applications
FEP (Fluorinated Ethylene Propylene)
- Very low friction
- Good transparency
- Excellent for wire insulation
- Better for injection-molded parts than PTFE
Modified PTFE (PTFE-M)
- PTFE blended with modifiers to reduce creep
- Better dimensional stability
- Still not melt-processable, but easier to shape
These materials allow engineers to achieve PTFE-like performance but with complex geometries, thin-wall designs, and efficient high-volume production via standard injection molding machines.
Applications of PTFE Molded and Machined Components
Despite its processing limitations, PTFE remains indispensable.
Aerospace and Aircraft Components
PTFE is used for:
- High-performance seals
- Low friction valve seats
- Wear-resistant bearings
- Thermal insulation
- Non-stick components
- Aircraft and spacecraft fluid systems
Its thermal stability, chemical inertness, and low coefficient of friction make PTFE unbeatable in aerospace environments.

Medical Applications
Because PTFE is:
- Biocompatible
- Non-reactive
- Non-toxic
- Extremely resistant to chemicals and sterilization
It is used for:
- Medical tubing
- Surgical tools
- Implants
- Fluid handling devices
- High-purity PTFE components
Chemical Processing and Industrial Equipment
In industrial environments, PTFE provides:
- Extreme chemical inertness
- Corrosion resistance
- Durability in high temperatures
- Anti-stick surfaces
Common PTFE parts:
- Gaskets
- Seals
- Valve components
- Anti-corrosion liners
- Pump housings
- Chemical-resistant plastics
Food Processing Equipment
PTFE’s non-stick and FDA-compliant properties make it ideal for:
- Food contact components
- Baking surfaces
- Scrapers
- Sanitary tubing
Electrical and Electronic Applications
PTFE has exceptional:
- Dielectric strength
- Electrical insulation properties
- Resistance to heat and fire
Used for:
- Insulators
- High-frequency components
- Semiconductor equipment
- Wire insulation
PTFE Material Properties Every Engineer Must Know
Key PTFE Advantages
- Extremely low friction coefficient
- Excellent chemical resistance
- High temperature stability
- Non-stick behavior
- Insulating performance
- UV and weather resistance
- Outstanding dimensional integrity after sintering
Critical Considerations
- High thermal expansion
- Significant shrinkage
- Cannot be injection molded
- Requires precise cooling control
- Must avoid void formation
- Needs specific mold design considerations
PTFE Mold Design Guidelines
Even though PTFE is not injection molded, molds used for compression molding must be engineered with care.
Mold Requirements
- Highly polished cavity surfaces
- Thick walls to withstand hydraulic compression
- Venting to remove trapped air
- Preheat capability
- High-temperature tool steel
- Ability to accommodate shrinkage
- Smooth demolding paths
Sintering Cycle Guidelines
A typical PTFE sintering schedule:
- Ramp from 20°C to 380°C slowly
- Hold at 380–400°C to fuse PTFE particles
- Control cooling very precisely to avoid cracking
- Avoid thermal shock and deformation
This ensures:
- Homogeneous physical properties
- No voids
- Maximum strength
- Stable dimensions
PTFE Injection Molding Challenges (and Solutions)
Challenges
- PTFE is not melt-processable
- High melt viscosity
- Cannot fill complex molds
- High shrinkage
- Requires sintering
- Demolding difficulties
Solutions
- Use compression molding instead
- Replace PTFE with PFA, FEP, or melt-processable fluoropolymers
- Use CNC machining for high precision
- Apply modified PTFE grades
- Utilize hybrid compression–extrusion processes
Choosing the Right PTFE Manufacturing Method
Selecting the right PTFE manufacturing method is essential for achieving optimal performance, precision, and durability. Each process—whether molding, machining, skiving, or extrusion—offers unique benefits. Understanding these differences helps engineers choose the best approach for complex designs, demanding environments, and high-performance fluoropolymer applications.
| Requirement | Recommended Method |
|---|---|
| Thin walls, complex geometries | PFA or FEP injection molding |
| Large blocks, simple shapes | PTFE compression molding |
| Tubes, rods, profiles | PTFE ram extrusion |
| High purity | Isostatic molding |
| High-volume production | Melt-processable fluoropolymers |
| Tight tolerances | PTFE machining |
Partnering With a PTFE Component Manufacturer
When evaluating a PTFE custom fabrication partner, ensure they offer:
- Full compression molding capabilities
- Sintering ovens with precise temperature control
- CNC machining centers
- PTFE engineering and mold design expertise
- Knowledge of PTFE resin properties
- Experience in PTFE for chemical resistance, aerospace, fluid handling, and medical applications

Final Thoughts
A successful PTFE injection molding project begins by understanding the fundamental truth:
PTFE cannot be injection molded like thermoplastic materials.
Instead, PTFE is shaped through:
- Compression molding
- Isostatic molding
- Ram extrusion
- Sintering
- CNC machining
And for applications requiring true injection molding, engineers switch to:
- PFA
- FEP
- Modified PTFE
- Melt-processable fluoropolymers
By selecting the right manufacturing method, engineering teams can achieve:
- Excellent chemical resistance
- High-temperature performance
- Low friction surfaces
- High-purity performance
- Dimensional stability
- Long-term durability
Whether you need PTFE sealing components, PTFE industrial applications, PTFE high-purity parts, or engineered fluoropolymer solutions, understanding the unique properties and manufacturing limits of PTFE will guide your project to success.